TECHNOLOGY & CAPABILITIES
Not only do we have the industry’s most skilled welders and support staff on our team, but a breadth of state-of-the-art equipment and technologies make our processes and product superior to all others. What does that mean for you? Accurate, on-time projects that meet and/or exceed expectations – every time.
PIPING ENGINEERING-TANK & PLATE ENGINEERING-DOCUMENT CONTROL SUPPORT
Here are some of the highlights of our on-staff engineering team and their capabilities:
- A dedicated document control group and controlled receipt and distribution of contract documents system uses bar codes for optimum data and filing accuracy.
- An electronic file management system accessible to all shop and office personnel gives us instant access to client specifications and related information and drawings, helping ensure ongoing accuracy of the project.
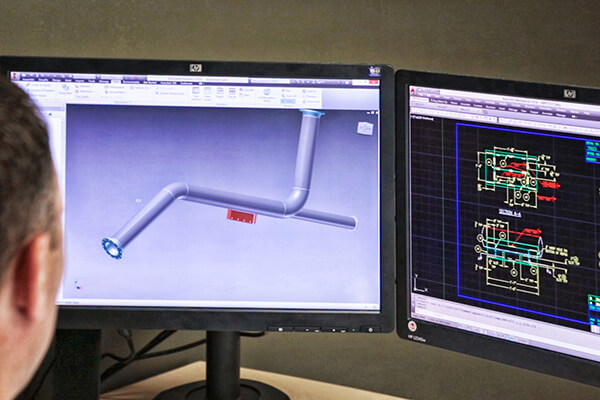
- EDI and 3D capabilities using Spoolgen mean automated material takeoff and reduced delay. 2D drawings are handled with I-Sketch.
- An electronic library of documents related to the work being performed throughout the company, including job specs, drawings, codes, etc., so there are no gray areas when it comes to accurate information. Our “key document” process puts all information needed to fabricate the spool to its project and code requirements on the shop drawings; this functions as a Quality Control Traveler document to ensure that everyone is “on the same page.” Document control packages include spool drawing, iso drawing, material test reports, weld map/QA spool drawing, PMI reports, heat treat charts, pain reports, hardness reports, RT reports, PT/MT reports.
- Fabrication Progress Reports provide exact and detailed status of each spool through each step of its fabrication, from isometric receipt right through shipment. This information is also readily available to customers.
- Our Isometric Flow Chart controls the accurate fabrication and flow of spools through engineering and the shop. This multi-step process includes a number of precision checkpoints along the way, with automatic flagging and detailing of every spool requirement involved in the fabrication.
- Pressure Vessel design using Codeware Compress software and design/detailing using AutoCAD and Inventor.


WELDING CAPABILITIES
| Materials that we have welded: | Welding Processes |
|
|
CARBON & LOW ALLOY PIPE FABRICATION
Team Industries, Inc. is an industry leader in pipe fabrication of carbon steel, low-temperature materials, chrome moly steels and specialty steels:

MODULAR FABRICATION
Team Industries provides solutions to truckable pipe modules for the upstream midstream and downstream markets
Module dimensions are 12’ x 12’ x 50’
Module piping is hydrotested, heat traced and insulated on site
STAINLESS STEEL & HIGH ALLOY PIPE FABRICATION
Team Industries, Inc. performs pipe fabrication of all grades of stainless, including duplex steels and nickel-based alloys used in chemical, refining, power, and pulp & paper industries. Weld finishes are supplied in passivated condition to ensure cleanliness and protection.
This bay is exclusively for work that involves materials like:
|
|



HDPE FABRICATION
Size range:
In House machines to fabricate 2”IPS - 54” in all DR ranges.
All machine equipped with Data Logger recorders.
TANK/VESSEL & PLATE FABRICATION
Team Industries, Inc. tank, vessel and plate fabrication facility is equipped with rolls, shears, press brakes, plasma cutting, iron workers and seam welders. Team has the capability of forming tanks/vessels from as small as 14" diameter to as large 20’ diameter. These tanks and vessels range from API storage tanks to complex ASME code vessels.
Davi Roll
We fabricate carbon steel, stainless steel and other high alloy materials.:



ROBOTIC WELDING
- MA2010 Robotic Arm
- Kinetic programming ability
- Coordinated motion software simplifies teaching of circumferential welds around contoured parts
- Dual channel light curtains for optimal safeguarding and peace of mind
- Dual Headstock/Tailstock with 10 foot span
- Weight capacity of 2,370lb. Per side
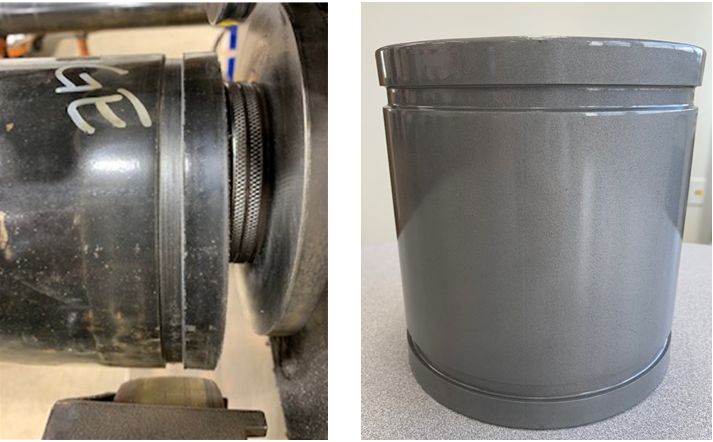
SURFACE PREPARATION AND COATING FACILITIES
Team’s SSPC-QP3 Certified Coating Facility uses the latest technologies for the surface preparation and coating of pipe spools, vessels, and structural supports. Located in Kaukauna, Wisconsin, the coating facility operations covers over 60,000 square feet that house two abrasive blast cleaning booths and four coating application booths (SSPC Level II staffed).
The NACE and SSPC certified staff supervise all quality control inspections throughout the coating process to confirm customer specifications and requirements are met. A computer tracking system keeps the material moving through operations for on-time delivery.
CERTIFICATIONS

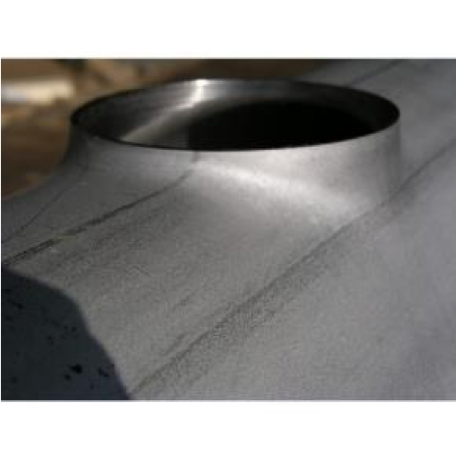
Extruded Branch Connections (T-Porting)
- TEC-150 machine
- Capabilities
- ½”- 6” port size on ¾” -16” Pipe headers.
- Materials
- Stainless
- Copper
- Aluminum
- Steel
ROLL & CUT GROOVING
VE460 ROLL GROOVING TOOL
Capable of rolling AGS (Advanced Groove System) and OGS (Original Groove System) on Pipe size 1 1/2”-60”
LASER TUBE CUTTING
Mazak Compact tube laser-cutting system
Capable of cutting tubes up to 4” round and 3” square.
Also cuts flat sheet up to 20” x 24” max thickness of ¼”



POST-WELD HEAT TREATMENT (PWHT)
Furnace 1
Furnace 2
Local PWHT
HYDROSTATIC / PNEUMATIC TESTING
We use 10,000-PSI pneumatic pumps for hydrostatic testing, with 96 high pressure plugs for use in plain end pipe and over 200 flanges in assorted sizes. Our 2,500-gallon water storage tank controls the temperature for hydrostatic testing. Chart recording technology available.

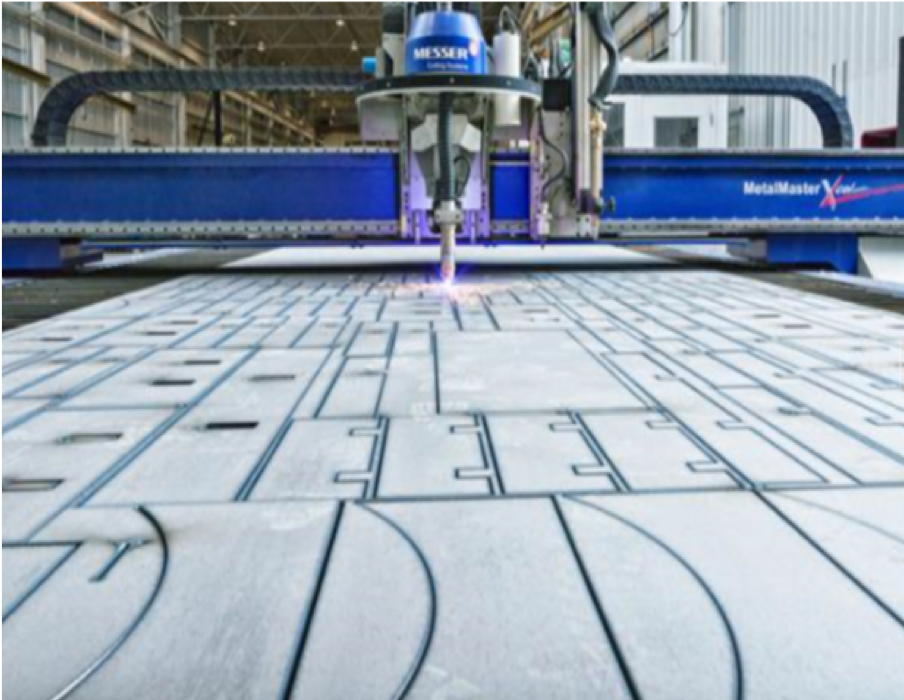
CNC 5 AXIS PLASMA TABLE
CNC PIPE BEVELER PROFILER
- Uses a Kjellberg 440I Fine Focus Plasma cutter – the most powerful high-precision plasma cutting unit in the world
- Chucks the pipe, resulting in more accurate cuts
- Cutting carriage moves faster, adding to time-savings
- Quicker changeover from oxyfuel to plasma
- Utilizes air scribe marking system – having the ability to locate shoes, supports, holes to be drilled and write text
- Ability to view programmed cut pieces in 3D with dimensions prior to cutting


QUALITY CONTROL AND NON-DESTRUCTIVE EXAMINATION
Team has work stations in each area to maximize inspection time. 100% inspection of all pipe spools for material, configuration and dimensions:
Inspection Capabilities:
Note: All Testing Procedures are completed on site.
TEAM'S CERTIFICATIONS
DUAL CHAMBER X-RAY VAULT
Our dual-chamber x-ray vault allows a constant stream of spools – while an x-ray is being performed on one side of the vault, the other is being emptied and reloaded, so there’s no downtime. Our vault is capable of handling extra-long spools, up to 75 feet. We load each spool onto a Team-designed wagon – the same wagon it sits on during blasting and painting. This time-saving step makes our process more efficient. Our welders must prove their competency to make x-ray quality welds prior to making any production welds, and must maintain that competency for periods of 6 months or re-qualify in order to continue performing. Radiography interpretations are performed by a third party to ensure accuracy.


MATERIAL WAREHOUSING
Only Team has an impressive 75,000 square foot indoor receiving warehouse, with more than 7,000 inside rack storage locations and more than 100 cantilever pipe racks. This investment in secure storage away from the effects of weather is key to swift flow of materials from receipt to stage to storage to production. Adding to the efficiency is that our state-of-the-art blasting table can blast fittings right in the material receipt warehouse, minimizing the handling of fittings, elbow and other pieces.
All that you’ve read is just the tip of the iceberg, so to speak; only a tour of our facilities would do the list of capabilities justice (and to arrange one, all you have to do is go to our Contact page and make a request!). Team has some of the best practices, people, equipment and technology in the industry, all of which contribute to making Team a leader in both quality and performance.
FREIGHT HANDLING
At Team Industries our Customers can rest assure that their freight is managed in the safest and most reliable manner ensuring arrival to your job site on time and undamaged.
